分流設備應安裝在
工業(yè)PP管模具中。在塑料復合管的共擠出成型過程中,塑料熔體在進入入口模具之前_經(jīng)過模具中的分流設備,以逐漸將擠出機中的熔融材料轉變成環(huán)形,并很好地塑化材料。因此,分流錐和分流支架應均勻布置在模具中。
工業(yè)pp管“共擠出技術”,也是將不相同類型的原材料或同類型不相同商標原材料分別在擠出主機和各個共擠出機中參與料斗后,經(jīng)過塑化,熔融,物料被定量、定壓擠進機頭,輸送到各自分配的流道中,在壓力與溫度的作用下,這些熔體“各行其道”,然后在口模區(qū)集合,并從機頭的成型段擠出,再經(jīng)冷卻和定型后,獲得所需復合型材的加工方法。
管材彈塑性彎曲過程中,其外側材料在切向拉應力作用下發(fā)生伸長變形,根據(jù)合作企業(yè)的十余年出產(chǎn)閱歷和作者的試驗均證明彎管外側伸長變形量逾越某一數(shù)值時,管側壁材料會發(fā)生有些變形失穩(wěn)而發(fā)生有些拉裂,因此可以根據(jù)材料的塑性相對伸長率即延展率來判定管材彎曲的成形。
工業(yè)pp管有非常好的物理性能,且具備很好的耐蝕性,應用全過程中很輕,機器設備便當加盟,不需維護保養(yǎng),而應用鋼材作同用工程項目的排污管道,在應用全過程中因為易浸蝕,_經(jīng)常涂覆建筑涂料,維護費高。通常工程建筑及同用工程用金屬材料管路30年上下需互換,而功效生產(chǎn)加工優(yōu)異的pph管路,應用壽限將近60年等。



江平達大口徑PPH管,大口徑PPH管材-大口徑PPH管")
江平達江蘇防腐塑料管材,鎮(zhèn)江塑料板材,滾絲輪-產(chǎn)品目錄 實體廠家")
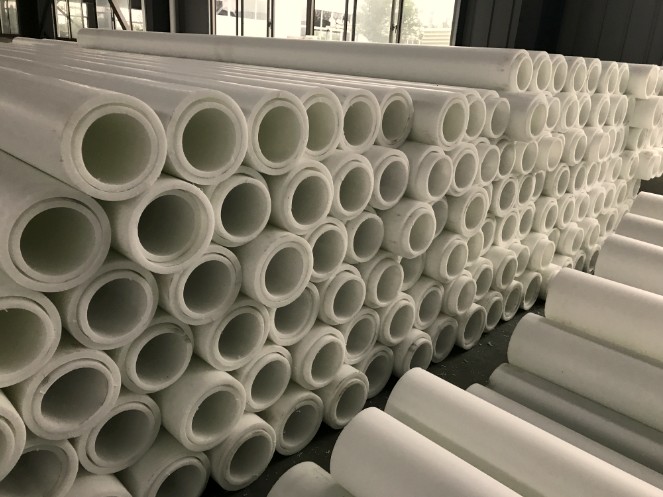
江平達工業(yè)PP管,工業(yè)PP管材-工業(yè)PP管")
江平達直通FRPP管,直通FRPP管材-直通FRPP管")
江平達塑料板材,防腐塑料板材-塑料板材系列 批發(fā)更實惠")